
Technology
Advanced Thermal Recycling (ATR®) resets the standard for MSW conversion technology by combining the lowest achievable emissions with the highest landfill diversion rate of any commercially-available technology. Specifically, the ATR® technology consists of the following:
- Solid waste combustion, boiler and combustion control system, and air pollution control equipment supplied by Fisia Babcock Environment GmbH (FBE). FBE has installed 470 commercial-scale solid waste combustion units over the last 50 years, and nearly twice that number of air pollution control systems;
- Combustion bottom ash and fly ash treatment systems that produce commercially reusable products; and
- An optional pre-processing system to recover recyclable materials contained in the Municipal Solid Waste (MSW) delivered to the facility.
ATR® PROCESS DESCRIPTION
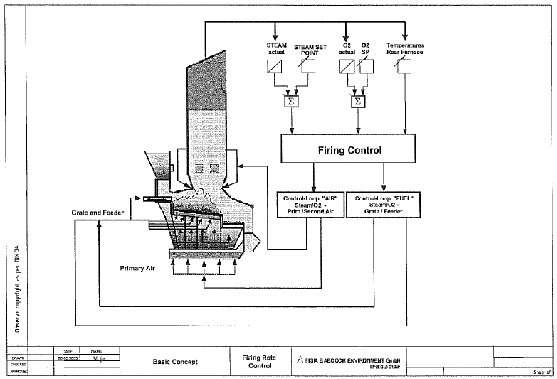
Quality control by visual inspection occurs at the inception of the process. Overhead refuse cranes mix the waste in the bunker to create a homogeneous mixture. This is important for good combustion and low carbon content in the bottom ash by-product. A crane feeds the mixed waste into the feeding hopper which leads down onto forward feeding grates. Each production line feeds a boiler housing a furnace that operates at a temperature above 1560°F for 2 seconds. The temperature at the end of the combustion zone is measured through acoustic monitoring. The intense heat ignites the waste moving along the forward feeding grates until only the by-product bottom ash remains at the end of the grate.
Careful monitoring of the combustion process guarantees complete burning of the combustible material in an environmentally safe manner. A highly sophisticated computerized control system monitors the temperature, the grate speed, the amount of air used, and all other aspects of the process that enables complete combustion to occur.
The maintenance of the furnace’s high temperature is essential to rid the waste and the resulting combustion gases of complex organic compounds such as dioxin/furans. To prevent the reformulation of pollutants, fly ash is separated downstream of the super heaters to reduce the fly ash content in the flue gas, which could act as a catalyst in the critical reformulation temperature range of 600° to 400°F. At the exit of the boiler, the flue gas has been cooled down to a level of 340°F, maintained constant over the availability period.
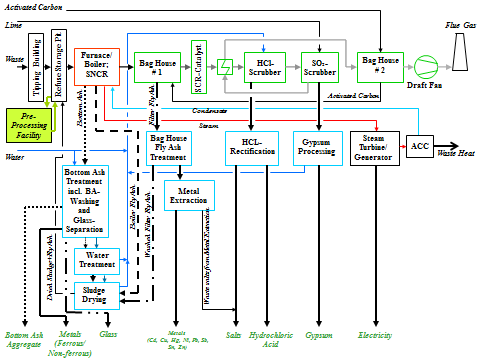
Each of the boiler/steam generator units has an independent air pollution control system. Flue gas cleaning begins in the boilers, where oxides of nitrogen are reduced by injecting ammonia water into the combustion chamber using the SNCR method. Lightly loaded absorbents (activated carbon from the second bag house) are injected into the flue gas downstream of the first bag house to separate any contaminants that have reformed such as organic compounds (like dioxins and furans), any condensed heavy metals, salts, and other gaseous contaminants as well as residue fly ash.
The first bag house is an essential part of the air pollution control system insofar as it makes it possible to produce re-usable by-products such as hydrochloric acid and gypsum from the consecutive air pollution control process steps. An optional catalyst may reduce NOx-emissions to levels in the range of 5 ppmv if required by local regulations. Acid gases are removed from the flue gases by passing through a two-stage scrubber to remove acid components, especially halogen compounds such as hydrochloric acid and hydrofluoric acid. A counter flow neutral scrubber follows, using a lime slurry to remove sulphur oxides (SO2, SO3). The pollutant gases are either dissolved in water droplets (acid) or bound by lime (SO2, SO3) and thereby are successfully removed from the flue gas. A second bag house acts as a polishing filter to capture any remaining aerosols, organic compounds, and heavy metals, which thereby are reduced to levels usually below detection.
Converting waste heat to electricity: As the waste is combusted, energy is released in the boiler in the form of heat. This heat is used to produce high pressure, high temperature, super-heated steam, which generates electrical energy when passed through a turbine-generator. The electricity is fed into the public power grid.
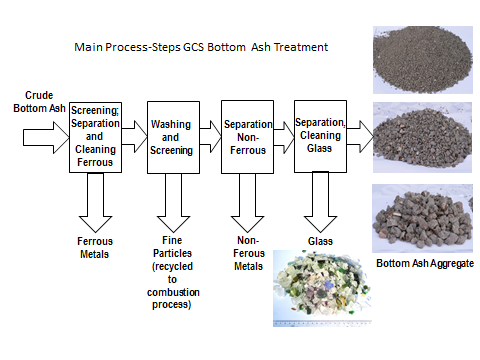
Converting combustion residue to marketable by-products: The ATR process produces other marketable products in addition to energy. Following combustion, the material left on the forward feeding grates consists of the non-combustible components of the waste and the inert materials produced during combustion. This is known as slag or bottom ash. The bottom ash is screened, crushed and freed from unburned materials rendering it suitable for use as a construction material comparable to aggregate mined from a quarry or made from processed demolition waste. In this process the bottom ash is also washed with water to eliminate to a great extent readily soluble salts. Iron scrap and non-ferrous metals such as aluminum, copper and brass are separated and re-used in steel and metals production. Optionally glass can be recovered as well for re-use.
Gypsum is created when the oxides of sulphur (SO2 and SO3) are separated by the neutral single stage scrubber, bound by lime and combined with residual oxygen in the flue gas. It is washed, dried, and then sold to the construction industry for manufacturing plaster and wallboards.
The acid scrubbing process in the flue gas treatment system produces a raw hydrochloric acid (HCL) with a concentration of 10%-12%. Following several treatment stages to remove other halogen compounds as well as other organic and inorganic impurities, the acid is distilled (rectified) to yield commercial grade (30% concentration) hydrochloric acid.
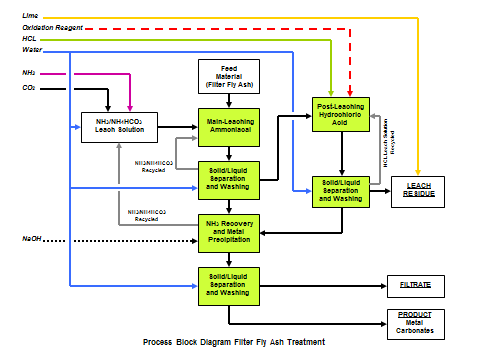
Fly Ash Treatment: Fly ash, which constitutes up to 5% by weight of the MSW combusted, is treated to recover metals and minerals for reuse, resulting in an overall ATR process landfill diversion rate of about 99%.
The fly ash treatment process consists of (a) leaching of metals from the fly ash, and separation and washing of the remaining residue, (b) separation of the dissolved metals from the leaching solution by precipitation or by solvent extraction, and (c) recycling of the mineral fraction (leaching residue) to the incineration process for incorporation in newly formed bottom ash.
Cadmium, copper, nickel, zinc, and lead are recovered as hydroxides or carbonates and used to fabricate new metal products.
The proven performance of the ATR® processes represents the yardstick against which all MSW conversion technologies are to be measured.